
प्रेसिंगब्रेक पर क्राउनिंग टेबल सुनिश्चित उच्च झुकने सटीकता
सटीक, दोहराए जाने वाले गठन परिणामों की गारंटी देने के लिए, यह उस विक्षेपण की भरपाई करने के लिए आवश्यक है जो लोड लागू होने पर बीम (रैम) और प्रेस ब्रेक की तालिका में स्वाभाविक रूप से होता है। विक्षेपण क्षतिपूर्ति के बिना, यह संभावना है कि वर्कपीस के केंद्र में विरूपण का कोई रूप होगा जब यह प्रेस ब्रेक की पूरी लंबाई के साथ झुकता है। यह विशेष रूप से प्रेस ब्रेक के लिए 8 फीट या उससे अधिक, 80 टन या उससे अधिक है, और जब लंबे या बड़े हिस्सों को झुकाते हैं, लेकिन यह छोटी वर्कपीस बनाते समय भी हो सकता है। मोड़ कोण को भाग की पूरी लंबाई के अनुरूप रखने के लिए, एक प्रेस ब्रेक को एक मुकुट प्रणाली की आवश्यकता होती है, या तो बीम में, तालिका में या दोनों में।
छोटे बैचों, जटिल भागों और त्वरित बदलाव के इस युग में, मुकुट दक्षता, भाग सटीकता और पुनरावृत्ति सुनिश्चित करता है। उच्च-टन भार अनुप्रयोगों में, मुकुट चुनौतीपूर्ण, उच्च-तन्यता ताकत वाली सामग्री में सीधे झुकता है।
मुकुट मूल बातें
अधिकांश आधुनिक प्रेस ब्रेक एक सर्वो-हाइड्रोलिक प्रणाली का उपयोग करते हैं जिसमें एक बंद लूप सिस्टम राम की स्थिति को नियंत्रित करता है। बीम के प्रत्येक छोर पर, बाएं और दाएं पिस्टन के नीचे, एक स्थिति-मापने वाली प्रणाली बीम के आंदोलन और स्थिति सटीकता की निगरानी करती है। मशीन नियंत्रण इस जानकारी को संसाधित करता है और इसका उपयोग किरण को 0.01 मिमी की सटीकता के लिए करने के लिए करता है। यह प्रत्येक हाइड्रोलिक पिस्टन के शीर्ष पर बाएं और दाएं सर्वो वाल्वों को सक्रिय करके करता है।
एक झुकने चक्र के दौरान, सर्वो-हाइड्रोलिक प्रणाली यह सुनिश्चित करती है कि बीम के प्रत्येक छोर पर पिस्टन मशीन नियंत्रण में स्थापित प्रोग्राम की स्थिति तक पहुंच जाए, जिसके परिणामस्वरूप सही मोड़ कोण होगा। क्योंकि प्रेस ब्रेक लोड के नीचे विक्षेपण करते हैं, विशेष रूप से पिस्टन के बीच मशीन के केंद्र में, प्रेस ब्रेक के केंद्र में कोण राम के नीचे के कोण की तुलना में अधिक obtuse होगा। हस्तक्षेप के बिना, यह विक्षेपण प्रेस ब्रेक की लंबाई पर मोड़ कोण को अलग करेगा।
क्षतिपूर्ति करने के लिए, प्रेस ब्रेक को एक मुकुट प्रणाली से सुसज्जित किया जा सकता है जो बीम और टेबल के विक्षेपण को ऑफसेट करने के लिए एक विपरीत बल, या "वक्र" उत्पन्न करता है। मुकुट प्रणाली यह सुनिश्चित करती है कि झुकने के दौरान रैम और टेबल समानांतर हैं ( चित्र 1 देखें)।
1970 के दशक के अंत से और 1980 के दशक की शुरुआत से मुकुट का उपयोग किया गया है। उच्च-टन भार प्रेस ब्रेक, उच्च-तन्यता ताकत वाले स्टील्स और लंबे समय तक झुकने की आवश्यकता ने मुकुट की आवश्यकता को पूरा किया है, क्योंकि इन अनुप्रयोगों में मशीन फ्रेम विक्षेपण अधिक है।
मुकुट के अस्तित्व में आने से पहले, प्रेस ब्रेक निर्माताओं को मशीन की खराबी के बारे में 75 प्रतिशत की भरपाई करने के लिए प्रेस ब्रेक की तालिका में एक वक्र को पूर्व निर्धारित करना था। आज सिस्टम अधिक उन्नत हैं। प्रोग्राम योग्य क्राउनिंग सिस्टम का उपयोग करते हुए, ऑपरेटर शीट की मोटाई, लंबाई, डाई खोलने, और नियंत्रण में सामग्री तन्यता ताकत डेटा दर्ज करते हैं, जो स्वचालित रूप से टेबल और रैम के वास्तविक विक्षेपण को निर्धारित करता है, और प्रत्येक मोड़ के लिए प्रीलोडिंग प्राप्त होता है। साथ में, प्रेस ब्रेक की हाइड्रोलिक प्रणाली और मुकुट न्यूनतम ऑपरेटर हस्तक्षेप के साथ एक सटीक मोड़ कोण प्राप्त करते हैं।
प्रेसब्रेक बेंडिंग क्राउनिंग टेबल में विकल्प
मुकुट का उपयोग आमतौर पर प्रेस ब्रेक 80-टन, 8 फीट या आकार में बड़ा होता है। क्राउनिंग को निचले-टन भार प्रेस ब्रेक पर लागू किया जा सकता है, लेकिन यह प्रेस ब्रेक टेबल की लंबाई और अनुप्रयोग पर निर्भर करता है। उथल-पुथल के बीच की दूरी जितनी लंबी होगी, मशीन का विक्षेप जितना अधिक होगा। इसके अलावा, मशीन टन भार जितना अधिक होगा, विक्षेपण क्षतिपूर्ति की आवश्यकता उतनी ही अधिक होगी। मोटी और पतली दोनों सामग्रियों को झुकने के लिए, एक मुकुट प्रणाली की सिफारिश की जाती है।
हाइड्रोलिक क्राउनिंग और सीएनसी मैकेनिकल वेज-स्टाइल क्राउनिंग दो सबसे आम प्रकार के क्राउनिंग सिस्टम हैं। एक वेज-स्टाइल मुकुट प्रणाली को प्रेस ब्रेक निर्माता या टूलिंग आपूर्तिकर्ता के माध्यम से प्रेस ब्रेक में ऐड-ऑन के रूप में खरीदा जा सकता है। हाइड्रोलिक मुकुट मशीन में बनाया गया है। इन प्रणालियों की लागत तुलनीय है, इसलिए चयन सटीकता, दक्षता और आवेदन का एक प्रश्न है।
हाइड्रोलिक क्राउनिंग मशीन के विक्षेपण की क्षतिपूर्ति के लिए बेंड स्ट्रोक के दौरान सिलेंडरों पर दबाव लागू करता है। इनमें से अधिकांश प्रणालियां मशीन के पूरे बिस्तर पर मुकुट लगाने में सक्षम नहीं हैं। इसके बजाय, विक्षेपण की मात्रा जिसे मुकुट प्रणाली समायोजित करती है, सिलेंडर स्थान पर निर्भर करती है। कुछ हाइड्रोलिक मुकुट प्रणालियां केवल एक केंद्र सिलेंडर या तीन सिलेंडर प्रणाली का उपयोग करती हैं, और कुछ 60 प्रतिशत से अधिक बिस्तर पर मुकुट प्रदान करती हैं, लेकिन पूर्ण बिस्तर की लंबाई नहीं।
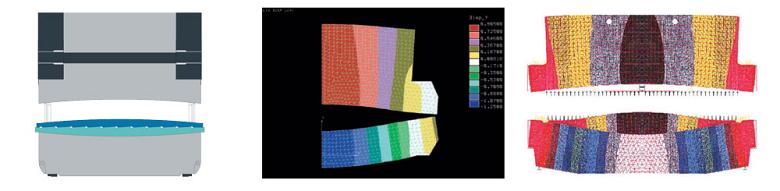
आकृति 1
यदि झुकने के दौरान ऊपरी और निचले बीम समानांतर नहीं हैं, तो मोड़ कोण वर्कपीस की लंबाई के साथ अलग होगा।
हाइड्रोलिक सिलेंडर सभी एक ही हाइड्रोलिक लाइन का उपयोग करते हैं। नतीजतन, कोई भी सिलेंडर पूर्ण मुकुट बल को लागू नहीं कर सकता है; यह बल सभी हाइड्रोलिक सिलेंडरों पर लगाया जाता है, चाहे दो, तीन या 10 हों।
एक पच्चर-शैली मुकुट प्रणाली में बिस्तर की लंबाई के पार wedges की दो पंक्तियाँ होती हैं; एक पंक्ति निश्चित है और दूसरी चल है ( आंकड़े 2 और 3 देखें )। बिस्तर के मध्य में पच्चर के नीचे वेजेज की तुलना में अधिक ढलान होती है, और ढलान का कोण बिस्तर के बीच से राम की ओर घटता है।
जब सक्रिय किया जाता है, तो चल कील बिस्तर के केंद्र में उच्च बिंदु के साथ एक वक्र बनाता है और तालिका में एक तख़्ता वक्र बनाने के लिए पिस्टन के नीचे बिस्तर के दोनों छोर पर कम अंक बनाता है। मुकुट प्रणाली, स्वचालित रूप से नियंत्रित होती है, बिस्तर के विक्षेपण और बीम के लिए अलग-अलग झुकने वाली शक्तियों के तहत क्षतिपूर्ति करती है। एक कील-शैली प्रणाली में, तालिका को आवश्यक टन भार के आधार पर एक निश्चित भार सहन करने के लिए डिज़ाइन किया गया है। कुछ क्राउनिंग सिस्टम ning 0.01 मिमी की प्रोग्रामिंग सटीकता और mm 0.005 मिमी की स्थिति दोहराव प्रदान करते हैं।
पच्चर प्रणाली बिस्तर की पूरी लंबाई के लिए मुकुट के लिए जिम्मेदार है क्योंकि यह विशेष रूप से उस बिस्तर के लिए यंत्रीकृत है। यह उच्च टन भार और कम बिस्तर की लंबाई के विक्षेपण मुआवजे को भी संभाल सकता है। मुकुट को बिस्तर पर किसी भी स्थिति में झुकने के लिए समायोजित किया जा सकता है। यह समायोजन वास्तविक समय में नियंत्रण के माध्यम से किया जाता है, इसलिए उत्पादन में कोई भी उत्पादन समय नष्ट नहीं होता है।
इसके विपरीत, एक सार्वभौमिक कील प्रणाली एक प्रेस ब्रेक के लिए विशेष रूप से नहीं है और इसे एक मानक पच्चर डिजाइन से बनाया गया है। यह सीएनसी द्वारा नियंत्रित किया जा सकता है और यह विक्षेपन के लिए जिम्मेदार होगा, लेकिन यह आवेदन या इसकी सामग्री के लिए विशिष्ट नहीं है। यह भी एक केंद्रीय डेटाबेस का उपयोग करने के लिए आवश्यक विक्षेपण सुधार की मात्रा को कारक नहीं करता है, इसलिए इसकी मुकुट क्षमता सीमित और अधिक जटिल है।
एक सार्वभौमिक मुकुट प्रणाली को अपनी क्षमताओं को उन्नत करने के लिए एक मौजूदा प्रेस ब्रेक के लिए वापस मंगाया जा सकता है। इसे छोटे-टन भार में भी फिट किया जा सकता है, एंट्री-लेवल प्रेस ब्रेक को झुकने की प्रक्रिया पर ऑपरेटर को अधिक नियंत्रण देने के लिए मुकुट के साथ पेश नहीं किया जाता है।
एक मुकुट प्रणाली रेट्रोफिट फायदेमंद हो सकती है और कभी-कभी आवश्यक होती है, खासकर जब एप्लिकेशन बदलता है या विकसित होता है। उदाहरण के लिए, यदि एक एचवीएसी निर्माता आवासीय घटकों के उत्पादन से आगे बढ़ता है, जो कि औद्योगिक इकाइयों के लिए अधिक बड़े, भारी घटकों को बनाए बिना कुशलता से बन सकता है, तो नया हिस्सा प्रोफाइल मुकुट की आवश्यकता को निर्धारित करता है। मुकुट प्रणाली लंबे मोड़ मोड़ का उत्पादन करने के लिए समायोजन और सेटअप की संख्या को समाप्त करके दक्षता में वृद्धि करेगी।
प्रेसब्रेक क्राउनिंग टेबल के लिए चुनौतियां बनाने की परिभाषा
मोड़ की लंबाई के पार एक सुसंगत कोण सुनिश्चित करके, मुकुट भी सेटअप संचालन को कम करता है, स्क्रैप को कम करता है, और ऑपरेटर के हस्तक्षेप या अत्यधिक कुशल प्रेस ब्रेक ऑपरेटर की आवश्यकता को समाप्त करता है।
एक मुकुट प्रणाली के बिना, मशीन के विक्षेपण पर काबू पाने के लिए शिम का उपयोग करके या मर के समायोजन के माध्यम से एक मैनुअल ऑपरेशन होता है। आवश्यक शिलिंग की मात्रा की गणना करना समय लेने वाली प्रक्रिया हो सकती है, अक्सर परीक्षण और त्रुटि में से एक, महंगा स्क्रैप का उत्पादन। यहां तक कि अनुभवी सेटअप ऑपरेटर मैन्युअल रूप से समायोजित मुकुट बिस्तर के साथ मशीन पर पार्ट्स बनाते समय कुछ मात्रा में स्क्रैप उत्पन्न करेगा।
एक सीएनसी मुकुट प्रणाली स्वचालित रूप से इन गणनाओं का उत्पादन करती है। यह मशीन को संचालित करने के लिए आवश्यक कौशल के स्तर को भी कम करता है, इस प्रकार दक्षता और उत्पादकता में सुधार होता है।
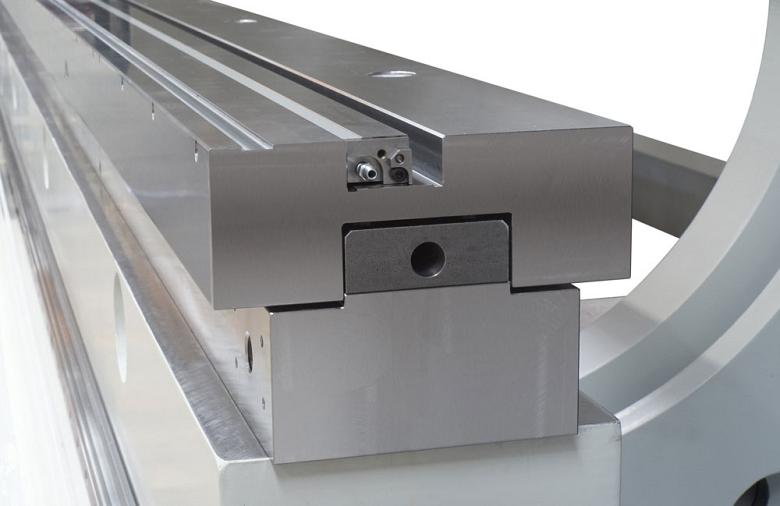
चित्र 2
यह वेज-स्टाइल क्राउनिंग सिस्टम प्रत्येक प्रेस ब्रेक के लिए कस्टम-मेड है। संबंधित घटक मा हैं
हालांकि, कोई मुकुट प्रणाली टूलींग के साथ समस्याओं के लिए क्षतिपूर्ति नहीं कर सकती है, जैसे कि खराब पंच और मर संरेखण और वर्कपीस के असममित स्लाइडिंग। गैर-विरूपता या असमान रूप से पहने हुए टूलींग असंगत कोणों के साथ भागों का निर्माण करेंगे। टूलींग समस्याएं एक मोड़ रेखा के साथ गैर-वर्दी कोणों से जुड़ी समस्याओं के लिए जिम्मेदार हैं।
सटीक-ग्राउंड टूलींग पूरे झुकने की लंबाई के साथ सटीक मोड़ कोण सुनिश्चित करने में मदद करता है। वी के उद्घाटन के दोनों किनारों पर एक प्रगतिशील त्रिज्या है, जिससे सामग्री अधिक समान रूप से और कम ड्रैग में प्रवाहित हो सकती है ( चित्र 4 देखें)।
बिग प्रेसब्रेक झुकने के लिए उच्च-टन भार अनुप्रयोग
एक सीएनसी मुकुट प्रणाली प्रेस ब्रेक के सममित विक्षेपण के लिए क्षतिपूर्ति करती है। जब भौतिक गुण भाग की लंबाई पर समान होते हैं, तो मानक मुकुट पर्याप्त होता है। लेकिन जब भौतिक गुण परिवर्तनशील और अधिक चुनौतीपूर्ण होते हैं — विशेष रूप से भारी या लंबे वर्कपीस के साथ और उच्च-तन्य शक्ति वाली सामग्रियों जैसे कि S1100, S1300, Hardox®, और Armox® में - सीएनसी द्वारा नियंत्रित एक अधिक उन्नत प्रोग्रामेबल मुकुट प्रणाली, मशीन के विक्षेपण के लिए अधिक मुआवजा और, अंततः, अधिक लचीलापन।
उच्च-तन्य-शक्ति सामग्री को मोड़ने के लिए अधिक बल की आवश्यकता होती है, अधिक स्प्रिंगबैक होता है, और, इसलिए अधिक मुकुट की आवश्यकता होती है ( चित्र 5 देखें)। उच्च-तन्यता सामग्री का उपयोग बढ़ रहा है, विशेष रूप से बड़े झुकने वाले अनुप्रयोगों (12 फीट या उससे अधिक) में, क्योंकि निर्माता संरचनात्मक अखंडता को खतरे में डाले बिना अंतिम उत्पाद के वजन को कम करने के लिए देखते हैं।
टैंडेम, ट्रिडेम, या एकेडमी प्रेस ब्रेक के लिए मुकुट और भी महत्वपूर्ण है, जो एक समकालिक विन्यास में समान या भिन्न टन भार के क्रमशः दो, तीन, या चार प्रेस ब्रेक को जोड़ती है। ये सिस्टम हर 5 मिली सेकेंड में मशीन सिलिंडर को सिंक्रोनाइज़ करता है और मशीन में लगातार स्ट्रेट-लाइन मूवमेंट होता है यह सुनिश्चित करने के लिए लगातार जांच करता है। इनमें से कुछ मशीनें अभी तक एक अन्य प्रकार की मुकुट प्रणाली का उपयोग करती हैं जो एक दोहरी मुकुट तालिका को शामिल करती हैं। यह अनिवार्य रूप से एक असममित लेकिन पूरक मुकुट प्रोफाइल के साथ एक दूसरे के ऊपर दो सीएनसी मुकुट प्रणाली है।





